La fundición a la cera perdida y la fundición a presión se utilizan para aplicaciones diferentes. La fundición a la cera perdida es ideal para crear formas complejas y puede utilizarse con una amplia variedad de materiales. La fundición a presión, por otro lado, es conocida por su velocidad y alta precisión, lo que la hace adecuada para producir grandes cantidades de piezas de forma eficaz. A la hora de decidir entre estos procesos, tenga en cuenta factores como el material, la complejidad de la pieza y el volumen de producción necesario. La siguiente tabla muestra las diferencias entre la fundición a cera perdida y la fundición a presión en términos de precisión, coste y velocidad:
| Característica / Métrica | Fundición a la cera perdida | Fundición a presión |
|---|---|---|
| Tolerancia dimensional (hasta 25 mm) | ±0,250 mm | ±0,050 mm |
| Espesor mínimo de pared | 1,00 mm | 0,50 mm |
| Tasa de producción típica | Hasta 1000/hora | Hasta 200/hora |
| Cantidad mínima de producción | 10 | 10,000 |
Considere el material, la forma y el número de piezas que necesita antes de seleccionar el moldeo por inversión u otro método de moldeo.
Principales conclusiones
- Fundición a la cera perdida funciona bien para piezas pequeñas o medianas. Es bueno para piezas con formas complicadas y detalles diminutos. Se pueden utilizar muchos tipos de metales.
- La fundición a presión es ideal para fabricar muchas piezas en poco tiempo. Las piezas son muy exactas. Se utilizan sobre todo metales como el aluminio y el zinc.
- Elija el moldeo por inversión si necesita menos piezas. También es buena si quiere cambiar el diseño o necesita muchos detalles.
- Elija la fundición a presión si necesita fabricar muchas piezas rápidamente. Es la mejor opción si lo que le importa es la velocidad, el ahorro de dinero y los tamaños exactos.
- Utilice la lista de comprobación para elegir el método de fundición adecuado. Piense en la forma, el tamaño, el número de piezas y el coste de su proyecto.
Principales diferencias
Comparación rápida
A la hora de elegir entre fundición a cera perdida o a presión, hay que tener en cuenta varias cosas. Cada una es buena en algo diferente. La tabla siguiente muestra que no son iguales:
| Proceso de fundición | Precisión y acabado superficial | Tolerancias dimensionales / Forma neta | Adecuación de costes y volumen de producción | Notas adicionales |
|---|---|---|---|---|
| Fundición en arena | No tan preciso; superficie más rugosa | Formas en un radio de 1/4 de pulgada | Más barato; sirve para piezas grandes | Bueno para cosas pesadas como bloques de motor |
| Fundición a la cera perdida | Muy preciso; superficie lisa | Muy preciso y puede hacer formas duras | Cuesta más; bueno para lotes pequeños y medianos | Ideal para aviones, piezas médicas y eléctricas |
| Fundición a presión | Muy preciso; superficie lisa | Forma y tamaño próximos a los definitivos | Las herramientas cuestan mucho; lo mejor para fabricar muchas piezas | Se utiliza para metales como el aluminio; puede necesitar más trabajo después |
La fundición a la cera perdida permite fabricar piezas con muchos detalles y caras lisas. Es adecuada para formas complicadas y ajustes estrechos. La fundición a presión también produce piezas precisas, pero es más rápida y mejor para fabricar muchas piezas iguales. La fundición en arena no es tan exacta y es mejor para piezas muy grandes.
También importa de qué está hecha la pieza. Por ejemplo, el aluminio pesa menos y funde a 660°C. El acero pesa más y funde a mayor temperatura. Estas cosas cambian el método de fundición que debe utilizar.
Consejo: La suavidad de una pieza puede cambiar su duración. Las piezas más lisas de fundición a la cera perdida o a presión pueden durar más y no desgastarse tan rápido.
Cuándo utilizar cada uno
Elegir la forma de fundición adecuada depende de lo que necesites. Aquí tienes algunos consejos:
- Elija la fundición a la cera perdida si:
- La pieza es complicada o tiene pequeños detalles.
- Quieres un acabado muy suave.
- Sólo necesita un número pequeño o mediano de piezas.
- El material es difícil de moldear de otras formas.
- Elija la fundición a presión si:
- Se necesitan miles o millones de la misma pieza.
- La pieza no es demasiado complicada.
- Se utiliza un metal como el aluminio o el zinc.
- Necesita fabricar piezas rápidamente.
- La fundición en arena es mejor para piezas muy grandes o si quiere ahorrar dinero.
Cada método sirve para algo. La fundición a la cera perdida es la mejor para formas complicadas y para ser flexible. La fundición a presión es mejor para fabricar muchas piezas rápidamente y ahorrar dinero.
Proceso de fundición a la cera perdida

Cómo funciona
Fundición a la cera perdida fabrica piezas metálicas en varios pasos. En primer lugar, los trabajadores hacen un patrón de cera que se parece a la pieza. Sumergen la cera en un líquido cerámico. A continuación, la cubren con arena fina. Este paso se repite varias veces para obtener una cáscara dura. Cuando la cáscara se seca, la calientan. La cera se funde y deja un espacio hueco dentro de la cáscara. A continuación, se vierte metal caliente en la cáscara. El metal llena cada pequeño espacio y copia todos los detalles. Cuando el metal se enfría, los trabajadores rompen la cáscara. La pieza de metal tiene el mismo aspecto que el patrón de cera. Así se pueden hacer piezas con formas complicadas y detalles minúsculos.
Nota: La impresión 3D en cera puede hacer que los patrones sean más rápidos y exactos. Esto ayuda a evitar que se produzcan errores.
Puntos fuertes y límites
La fundición a la cera perdida tiene muchas ventajas para fabricar piezas exactas:
- Puede fabricar piezas muy próximas al tamaño correcto, incluso tan próximas como ±0,05 mm.
- Puede utilizar muchos metales, como acero inoxidable, aluminio y titanio.
- Las piezas salen lisas y pueden tener formas duras.
- Máquinas especiales comprueban si cada pieza tiene el tamaño adecuado.
- El prensado isostático en caliente (HIP) puede eliminar pequeños agujeros. Esto hace que las piezas sean más fuertes y mejores.
- No es necesario cortar ni dar forma. Esto ahorra tiempo y dinero.
- Funciona bien si sólo necesita unas pocas o algunas piezas.
Pero la fundición a la cera perdida no siempre es el mejor método. Lleva tiempo porque cada molde se hace a mano. Es mejor para piezas que necesitan muchos detalles o metales especiales. Si necesita muchas piezas rápidamente, quizá sea mejor otro método.
Proceso de fundición a presión

Cómo funciona
La fundición a presión utiliza una fuerte presión para introducir el metal fundido en un molde de acero llamado matriz. En primer lugar, los trabajadores funden metales como el aluminio o el zinc en un horno caliente. Vierten el metal fundido en una cámara especial. Un émbolo introduce rápidamente el metal en la matriz. El metal llena todos los espacios del molde. La matriz enfría el metal rápidamente, por lo que la pieza se endurece enseguida. Los trabajadores abren la matriz y sacan la pieza acabada. De este modo, las fábricas pueden hacer miles de piezas iguales.
La fundición a presión funciona mejor con metales que se funden a temperaturas más bajas. Las matrices pueden tener muchas formas y pequeños detalles. Las fábricas utilizan máquinas para realizar el proceso. Esto ayuda a fabricar piezas más rápido y con menos errores.
Nota: La fundición a presión puede hacer paredes delgadas y esquinas afiladas que son difíciles de hacer con otras formas.
Puntos fuertes y límites
La fundición a presión tiene muchas ventajas para fabricar piezas metálicas:
- Alta velocidad: las máquinas pueden fabricar muchas piezas cada hora.
- Gran precisión: Las piezas salen con ajustes apretados y lados lisos.
- Ahorro de costes: Fabricar muchas piezas reduce el precio de cada una.
- Menos residuos: El proceso utiliza el metal justo, por lo que no sobra mucho.
- Bueno para la automatización: Las fábricas utilizan robots y cintas para mover piezas y mantenerlas en buen estado.
Un ejemplo real muestra cómo los cambios pueden mejorar la fundición a presión:
| Métrica | Estado inicial | Mejora conseguida |
|---|---|---|
| Tamaño del lote | 60.000 unidades/año | N/A |
| Fuerza de cierre | 1600 toneladas | Reducido a 1200 toneladas |
| Peso del disparo | 2885 gramos | Reducido a 2470 gramos (reducción 14%) |
| Duración del ciclo | 26,5 segundos | Reducción 10% |
| Porosidad volumétrica | Alta | Reducción 62% |
| Ingresos | ~€38,000 | ~100.000 euros (aumento 165%) |
| Salida | Línea de base | +7 piezas/hora |
| Calidad | Línea de base | Mejora 50% |
Los estudios demuestran que el uso de sistemas de vacío en la fundición a presión puede reducir las burbujas de gas en las piezas de aluminio de 4% a 1%. Esto hace que las piezas sean más resistentes y permite a las fábricas utilizar más espacios en cada matriz. Esto ayuda a fabricar piezas más rápido y ahorra dinero.
- Las empresas utilizan sistemas FIFO para hacer un seguimiento de las piezas y mejorarlas.
- Las cintas transportadoras conectan las máquinas, ahorran tiempo y evitan errores.
- Un buen equipo mantiene el proceso en marcha casi toda la semana.
- La fabricación ajustada ayuda a controlar los costes y obtener mejores resultados.
La fundición a presión es la mejor para fabricar muchas piezas, con formas sencillas o medianas y metales como el aluminio o el zinc. Puede que no funcione bien para piezas muy grandes o gruesas. Las fábricas eligen la fundición a presión cuando necesitan muchas piezas rápidamente, con buena calidad y bajo coste para cada una.
Materiales y compatibilidad
Materiales de fundición a la cera perdida
Fundición a la cera perdida trabaja con muchos tipos de metales. Puede utilizar aleaciones férricas y no férricas. Se utilizan mucho el acero inoxidable, el acero al carbono, el aluminio y las aleaciones de cobre. Las fábricas eligen la fundición a cera perdida para piezas con paredes finas o muchos detalles. Las aleaciones Cu-Sn, que son de cobre y estaño, son buenas para fabricar piezas finas y exactas. El proceso requiere que el metal fluya bien en el molde. Esto se llama fluidez. La fluidez significa la facilidad con la que el metal se mueve en el molde. Si hay más estaño en la aleación, el metal no fluye tan bien. Esto puede provocar errores en la pieza. Verter el metal más caliente y utilizar menos estaño ayuda a que fluya mejor y evita problemas.
Nota: La fundición a la cera perdida produce piezas lisas y puede crear formas que otros métodos no pueden.
| Aleación/Proceso | Factores clave de compatibilidad | Retos y ventajas |
|---|---|---|
| Cu-Sn (Cobre-Estaño) | Paredes finas, formas precisas | Un alto contenido de estaño reduce la fluidez, más defectos; una temperatura más alta y menos estaño ayudan. |
| AA7075 - Fundición a la cera perdida | Baja velocidad de enfriamiento, buen acabado superficial | Puede causar fases gruesas, grietas calientes, contracciones; alta precisión posible |
Materiales de fundición a presión
La fundición a presión utiliza metales que se funden a menor temperatura. El aluminio, el zinc y el magnesio son los más utilizados. Estos metales llenan la matriz con rapidez y se enfrían rápidamente. Las fábricas utilizan la fundición a presión cuando necesitan fabricar muchas piezas. Algunas aleaciones, como la AA7075, no funcionan bien en la fundición a presión. Esta aleación necesita enfriarse muy rápido, lo que puede causar problemas. La fundición a presión de pared delgada con AA7075 no funciona porque el metal no fluye bien. La mayoría de los metales de fundición a presión deben moverse con facilidad y endurecerse sin grietas ni agujeros.
- Aleaciones de aluminio: Utilizadas para piezas de automóviles y electrónica.
- Aleaciones de zinc: Buenas para piezas pequeñas y detalladas.
- Aleaciones de magnesio: Elegidas para piezas ligeras.
| Aleación/Proceso | Factores clave de compatibilidad | Retos y ventajas |
|---|---|---|
| AA7075 - Fundición a presión | Se necesita una alta tasa de enfriamiento | Causa defectos; la fundición de pared delgada no tiene éxito; hay problemas de fluidez |
| Aluminio, Zinc, Mg | Buena fluidez, enfriamiento rápido | Ideal para volúmenes elevados y formas sencillas y medias |
Consejo: Elija el metal adecuado pensando en la forma de la pieza, su tamaño y cuántas necesita.
Complejidad de las piezas
Flexibilidad de diseño
La flexibilidad del diseño es importante a la hora de elegir un proceso de fundición. Fundición a la cera perdida permite a los ingenieros fabricar piezas con formas complicadas y paredes finas. Este proceso utiliza patrones de cera, por lo que se puede hacer casi cualquier forma. Los diseñadores pueden añadir fácilmente agujeros, curvas y pequeños detalles. La fundición a presión también es flexible, pero funciona mejor con formas sencillas. Es mejor para piezas con paredes de grosor uniforme. Las esquinas afiladas y los rebajes profundos son difíciles de hacer con la fundición a presión.
Un nuevo estudio muestra cómo los nuevos diseños pueden ayudar a la fundición. Los ingenieros utilizaron la impresión 3D en arena para fabricar coladas especiales. Estas formas ayudaron a que el metal fluyera mejor y redujeron los errores. La siguiente tabla muestra lo que ocurrió:
| Métrica | Resultado para nuevos diseños de bebederos (impresión en arena 3D) | Comparación con las puertas tradicionales |
|---|---|---|
| Reducción de los defectos generales de fundición | Reducción de hasta 99,5% (muelle de hélice cónica) | Reducción significativa de los defectos |
| Reducción de las inclusiones | Reducción 35% (bebedero de hélice cónica) | Inclusiones inferiores confirmadas por SEM |
| Mejora de la resistencia mecánica | 8,4% de aumento de la resistencia última a la flexión | Mejores prestaciones mecánicas |
Nota: Los sistemas de inyección especiales, fabricados con nuevas herramientas de diseño, pueden hacer que las piezas de fundición sean más resistentes y limpias.
Detalle y precisión
El detalle y la precisión son importantes para las piezas que deben encajar o moverse bien. La fundición a la cera perdida es excelente para mostrar pequeños detalles y bordes afilados. El proceso copia exactamente el patrón de cera. Incluso los pequeños logotipos o palabras pueden aparecer en la pieza final. La fundición a presión también produce piezas precisas, pero puede que no muestre tantos detalles como la fundición a la cera perdida. Ambas formas producen superficies lisas, pero la fundición a la cera perdida suele mostrar más detalles.
Los diseñadores deben pensar en el grado de detalle que necesita su pieza. Si una pieza necesita ranuras pequeñas, agujeros diminutos o curvas complicadas, lo mejor es la fundición a la cera perdida. La fundición a presión es buena para piezas que deben ser precisas pero tienen formas sencillas.
Tamaño y peso
Pequeñas y grandes piezas
El tamaño de la pieza desempeña un papel importante a la hora de elegir el proceso de fundición adecuado. La fundición a la cera perdida funciona mejor con piezas pequeñas y medianas. Este método puede crear piezas tan ligeras como unos pocos gramos y de hasta unos 100 kilogramos. La fundición a presión también sirve para piezas pequeñas y medianas, pero también puede fabricar piezas de hasta 300 kilogramos. Las fábricas suelen recurrir a la fundición a presión para piezas como carcasas de automóviles o cajas electrónicas, que deben ser ligeras y resistentes a la vez.
La fundición en arena y la fundición centrífuga son mejores para piezas muy grandes o pesadas. Con estos métodos se pueden fabricar piezas de varias toneladas de peso. Cuando los ingenieros necesitan una pieza con detalles finos y un acabado liso, suelen elegir la fundición a la cera perdida para piezas más pequeñas. La fundición a presión se elige cuando se necesitan rápidamente muchas piezas de tamaño medio.
Consejo: Para piezas pequeñas y detalladas, la fundición a la cera perdida ofrece los mejores resultados. Para piezas más grandes y voluminosas, la fundición en arena o la fundición centrífuga pueden resultar más prácticas.
Factores de peso
El peso no sólo afecta al método de fundición, sino también al coste y la velocidad de producción. Las piezas más ligeras son más fáciles de manipular y se enfrían más rápido, lo que contribuye a aumentar el ritmo de producción. Las piezas más pesadas tardan más en enfriarse y pueden necesitar equipos de manipulación especiales.
La siguiente tabla muestra cómo los diferentes métodos de fundición se ajustan al peso de la pieza y a otros factores:
| Método de fundición | Rango de peso típico (kg) | Capacidad de forma | Nivel de costes | Tasa de producción | Tolerancia (mm) | Notas sobre la idoneidad |
|---|---|---|---|---|---|---|
| Fundición en arena | 0,05 a ilimitado | Todas las formas | Bajo a medio | Bajo (<100/h) | ±1.0 | Bueno para piezas muy grandes o pesadas |
| Fundición a la cera perdida | 0,005 a 100 | Todas las formas | Alta | Media a alta (hasta 1000/hora) | ±0.05 | Ideal para piezas pequeñas y medianas con detalles finos |
| Fundición a presión | 0,05 a 300 | La mayoría de las formas | Bajo a medio | Alta (5-200/hora) | ±0.05 | Ideal para piezas de peso medio y altos índices de producción |
Como muestra la tabla, tanto la fundición a la cera perdida como la fundición a presión son adecuadas para piezas pequeñas y medianas, pero la fundición a presión puede manejar piezas más pesadas. La fundición en arena es la mejor opción para las piezas más grandes y pesadas. El peso y el tamaño guían a los ingenieros hacia el método de fundición más eficaz y rentable.
Volumen de producción
Recorridos bajos y medios
Fundición a la cera perdida funciona bien para tiradas de producción bajas y medias. Las empresas suelen elegir este proceso cuando necesitan entre 10 y unos pocos miles de piezas. La configuración de la fundición a la cera perdida no requiere costosos utillajes. Por eso es una opción inteligente para piezas personalizadas o para probar nuevos diseños. Los ingenieros pueden cambiar el diseño sin elevados costes adicionales.
La fundición a la cera perdida también permite cambios rápidos. Si una empresa necesita ajustar una pieza, puede hacerlo creando un nuevo patrón de cera. Esta flexibilidad ayuda a fabricar prototipos o lotes pequeños. Muchas industrias, como la aeroespacial y la médica, utilizan la fundición a la cera perdida por estas razones.
Consejo: La fundición a la cera perdida es ideal para proyectos que requieren un alto nivel de detalle pero no una producción en serie.
Grandes volúmenes
La fundición a presión brilla en la producción de grandes volúmenes. Las fábricas recurren a este método cuando necesitan miles o incluso millones de piezas. El proceso utiliza matrices de acero resistentes que duran muchos ciclos. Aunque el coste inicial de la matriz es elevado, el coste por pieza disminuye a medida que se fabrican más piezas.
Las máquinas de fundición a presión pueden producir piezas rápidamente. Esta rapidez ayuda a las empresas a cumplir los plazos de grandes pedidos. Las industrias del automóvil y la electrónica utilizan a menudo la fundición a presión por este motivo. El proceso funciona mejor para piezas que no cambian a menudo.
| Volumen de producción | Fundición a la cera perdida | Fundición a presión |
|---|---|---|
| Bajo (10-1.000) | ✅ La mejor elección | ❌ No eficiente |
| Mediana (1.000-10.000) | ✅ Buena opción | ✅ Buena opción |
| Alta (10.000+) | ❌ Costoso | ✅ La mejor elección |
Nota: Para tiradas de gran volumen, la fundición a presión ofrece el menor coste por pieza y los ritmos de producción más rápidos.
Tolerancias y acabado
Niveles de precisión
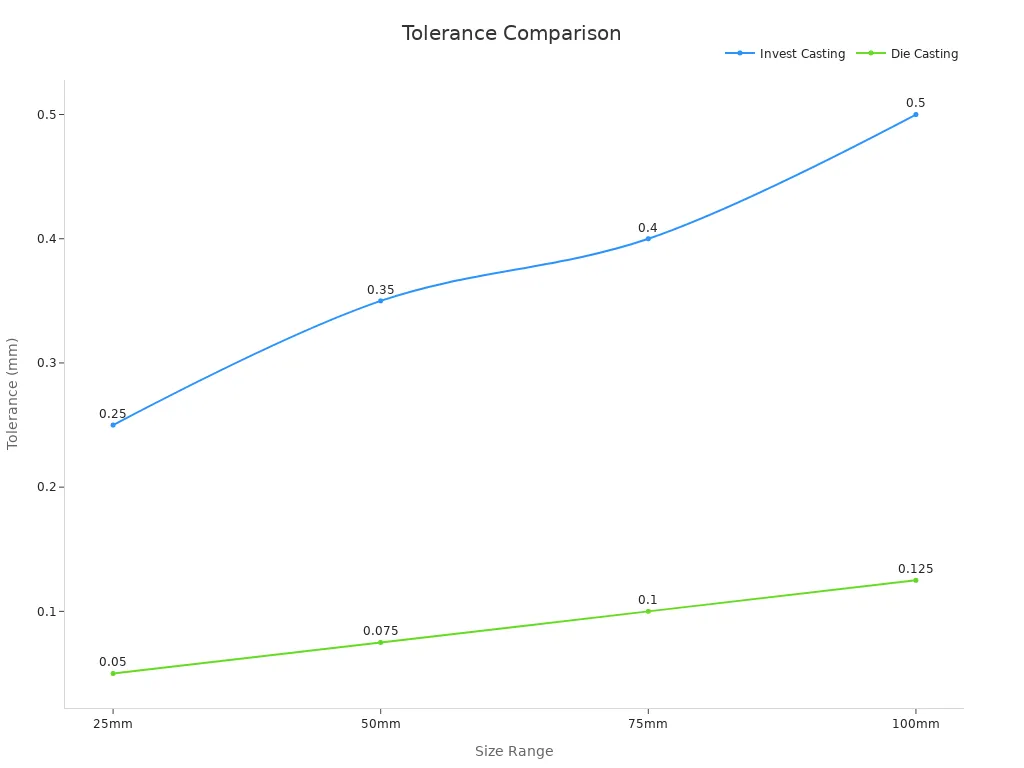
Las tolerancias nos indican lo cerca que está una pieza de su tamaño previsto. Tanto la fundición a la cera perdida como la fundición a presión pueden fabricar piezas con tolerancias muy ajustadas. La fundición a presión suele fabricar piezas con una precisión aún mayor. Por ejemplo, la fundición a presión puede fabricar piezas pequeñas con tolerancias de hasta ±0,05 mm. La fundición a la cera perdida suele mantener las tolerancias en torno a ±0,25 mm. A veces, con un trabajo cuidadoso, la fundición a la cera perdida puede ser incluso mejor para algunas piezas.
Los datos de las piezas fundidas de alta precisión muestran que el 99,73% de los tamaños de los orificios se mantienen dentro de ±3 desviaciones estándar. Esto significa que la mayoría de las piezas cumplen estrictas normas de calidad. Cuando la temperatura cambia durante la fundición, las piezas pueden aumentar o disminuir de tamaño. Si la temperatura sube 1 °C, el tamaño puede cambiar en unos 8,5 micrómetros. Los ingenieros utilizan medidas especiales para corregir estos cambios y mantener la precisión de las piezas.
El uso de buenas herramientas de medición y procesos estables ayuda a las fábricas a asegurarse de que las piezas encajan y funcionan correctamente.
Calidad de la superficie
Por acabado superficial se entiende el tacto y el aspecto liso o rugoso de una pieza. Tanto la fundición a la cera perdida como la fundición a presión producen superficies lisas. La fundición a la cera perdida suele mostrar detalles más pequeños. Los inspectores utilizan normas como ANSI/ASME B46.1 para comprobar el acabado superficial. Toman muchas medidas y calculan la media, porque una sola lectura puede no mostrar la textura real.
- El acabado de la superficie es liso, ondulado y rugoso.
- RMS y Ra son dos formas de medir la rugosidad. Los números RMS suelen ser unos 11% más altos que Ra para la mayoría de las superficies.
- Las fábricas pueden conseguir superficies más lisas cambiando los medios de acabado o la forma de sujetar la pieza.
Es importante elegir la forma correcta de medir. Los perfilómetros de contacto, las herramientas ópticas sin contacto y la observación de la pieza ayudan a comprobar la superficie. Elegir el lugar equivocado o utilizar la unidad equivocada puede provocar errores y ralentizar el proceso.
Consejo: Diga siempre dónde y cómo medir el acabado superficial. Esto ayuda a evitar errores y mantiene la producción en marcha.
Rapidez y plazo de entrega
Velocidad de producción
La velocidad de producción desempeña un papel importante a la hora de elegir un proceso de fundición. La fundición a presión destaca por la rapidez de sus ciclos. Las fábricas que utilizan fundición a presión en cámara caliente pueden hacer entre 150 y 2.000 piezas por hora, dependiendo del tamaño del componente. Esta alta velocidad hace que la fundición a presión sea la mejor opción para grandes pedidos. La fundición a presión en cámara fría es un poco más lenta, pero permite producir grandes volúmenes.
Fundición a la cera perdida lleva más tiempo. Los trabajadores deben crear patrones de cera, construir conchas de cerámica y esperar a que se seque cada capa. Cada paso aumenta el tiempo total necesario. Como resultado, la fundición a la cera perdida suele producir menos piezas por hora que la fundición a presión. Este proceso se adapta mejor a proyectos que requieren gran detalle pero no grandes cantidades.
La siguiente tabla muestra la velocidad de producción de los distintos métodos de fundición:
| Proceso de fundición | Volumen de producción Adecuación | Frecuencia de ciclo (piezas/hora) | Notas sobre velocidad y eficacia |
|---|---|---|---|
| Fundición en cámara caliente | Alta (≥10.000 piezas) | 150-2,000+ | El más rápido, el mejor para la producción en serie |
| Fundición a presión en cámara fría | Alta (≥10.000 piezas) | Más lenta que la cámara caliente | Bueno para ciertas aleaciones, aún de alta velocidad |
| Fundición a la cera perdida | Bajo a medio | No especificado, más lento que morir | Lo mejor para el detalle, no para la velocidad |
| Fundición en arena | Bajo (hasta 500 unidades) | El más lento | Se utiliza para piezas grandes y pesadas, no para velocidad |
La fundición a presión ofrece los ritmos de producción más rápidos, por lo que es ideal para industrias que necesitan muchas piezas idénticas con rapidez.
Tiempo de preparación
Por tiempo de preparación se entiende el tiempo que se tarda en estar listo para la producción. La fundición a presión requiere matrices de acero especiales. Fabricar estas matrices requiere tiempo y habilidad. Una vez que las matrices están listas, el proceso se ejecuta rápidamente. Esta configuración funciona bien para tiradas largas porque el coste y el tiempo se reparten entre muchas piezas.
La fundición a la cera perdida tiene una configuración diferente. Los operarios fabrican patrones de cera y moldes cerámicos para cada lote. El tiempo de preparación es menor que en la fundición a presión, sobre todo para pequeñas series. Esto hace que la fundición a la cera perdida sea una buena opción para prototipos o piezas personalizadas.
El plazo de producción incluye todas las fases, de principio a fin. Las fábricas analizan cada etapa para encontrar retrasos y mejorar la velocidad. La fundición a presión suele tener una preparación más larga pero una producción mucho más rápida. La fundición a la cera perdida tiene una preparación más corta, pero la fabricación de piezas es más lenta.
Consejo: Para la entrega rápida de grandes pedidos, la fundición a presión es la mejor opción. Para una producción flexible de lotes pequeños, la fundición a la cera perdida ahorra tiempo de preparación.
Factores de coste
Costes de utillaje
Los costes de utillaje desempeñan un papel importante a la hora de elegir entre la fundición a la cera perdida y la fundición a presión. La fundición a la cera perdida requiere moldes especiales para cada pieza. La fabricación de estos moldes requiere tiempo y habilidad. El coste del utillaje en la fundición a la cera perdida es elevado, sobre todo para formas complejas. Sin embargo, el proceso permite realizar cambios si el diseño no es definitivo. Esta flexibilidad ayuda a fabricar prototipos o piezas a medida.
La fundición a presión requiere una gran inversión inicial para el utillaje. Las matrices de acero utilizadas en este proceso pueden costar alrededor de $45.000. La fabricación de estas matrices lleva unas 12 semanas. Cambiar la matriz una vez iniciada la producción es difícil y caro. Por eso, la fundición a presión es más adecuada para diseños que no van a cambiar. Las empresas suelen optar por la fundición a presión cuando tienen previsto fabricar muchas piezas y están seguras del diseño.
| Método de fundición | Características de los costes de utillaje | Volumen de producción Adecuación |
|---|---|---|
| Fundición a la cera perdida | Mayores costes iniciales de utillaje; moldes complejos | Volúmenes bajos a medios |
| Fundición a presión | Alto coste inicial del utillaje (por ejemplo, ~$45.000) | Grandes volúmenes |
Consejo: Para diseños nuevos o cambiantes, la fundición a presión ofrece más flexibilidad. Para proyectos estables de gran volumen, el utillaje de fundición a presión se amortiza con el tiempo.
Costes por pieza
El coste por pieza depende del número de piezas que necesite la empresa. La fundición a la cera perdida tiene un coste por pieza moderado. Por ejemplo, la fabricación de una pieza puede costar unos $100. Este precio se mantiene estable para series pequeñas o medianas. El coste no disminuye mucho a medida que aumenta el volumen.
La fundición a presión brilla cuando se fabrican muchas piezas. El coste por pieza puede ser tan bajo como $30. Este bajo precio se consigue después de que la empresa fabrique suficientes piezas para cubrir el elevado coste del utillaje. El umbral de rentabilidad se sitúa en torno a las 850 piezas. A partir de ahí, la fundición a presión se convierte en la opción más barata.
- La fundición a la cera perdida se adapta a lotes pequeños o pedidos personalizados.
- La fundición a presión es mejor para grandes pedidos con diseños maduros.
Las empresas deben pensar en cuántas piezas necesitan y con qué frecuencia puede cambiar el diseño. Esto les ayudará a elegir el método de fundición más rentable.
Elegir el proceso adecuado
Lista de control de decisiones
Elegir el mejor proceso de fundición puede ser difícil. Los diseñadores e ingenieros utilizan herramientas especiales que les ayudan a elegir. Estas herramientas comparan lo que necesita el proyecto con lo que puede hacer cada método de fundición. Tienen en cuenta aspectos como el material utilizado, la forma y el tamaño de la pieza, su coste y el número de piezas necesarias. Algunas herramientas tienen grandes listas de datos sobre cada proceso. Otras utilizan puntos para ver qué proceso es el más adecuado.
He aquí una lista de comprobación que le ayudará a encontrar el proceso de fundición adecuado para su proyecto:
| Requisitos del proyecto | Fundición a presión | Fundición a la cera perdida | Fundición en arena |
|---|---|---|---|
| Alto volumen de producción | ✅ Mejor ajuste | ❌ No es ideal | ❌ No es ideal |
| Formas complejas | ⚠️ Algunos límites | ✅ Mejor ajuste | ⚠️ Algunos límites |
| Tolerancias estrictas | Excelente | Muy bien | ❌ Menos preciso |
| Superficie lisa | Excelente | Excelente | ❌ Más áspero |
| Volumen bajo a medio | ❌ Costoso | ✅ Mejor ajuste | ✅ Buen ajuste |
| Piezas de gran tamaño | ⚠️ Algunos límites | ⚠️ Hasta tamaño medio | ✅ Mejor ajuste |
| Plazo de entrega rápido | El más rápido | ⚠️ Moderado | ❌ Lento |
| Bajo coste de utillaje | ❌ Alta | ⚠️ Moderado | ✅ Bajo |
| Cambios de diseño necesarios | ❌ Difícil | ✅ Flexible | ✅ Flexible |
| Amplia gama de materiales | ⚠️ Limitada | ✅ Amplia gama | ✅ Amplia gama |
Consejo: Utilice esta tabla como ayuda para decidir. Piense qué necesidades son las más importantes para su proyecto.
Cómo eligen los expertos
- Los diseñadores utilizan sistemas informáticos con muchos datos sobre cada método de fundición. Estos sistemas ayudan a elegir la mejor opción en función de las necesidades de la pieza.
- Algunos métodos otorgan a cada proceso una puntuación en función de aspectos como la proximidad del tamaño, la suavidad de la pieza y el número de piezas necesarias.
- Algunas herramientas utilizan la lógica difusa para ayudar en aspectos difíciles de medir, como la suavidad de una pieza o la dificultad de su forma.
- Los modelos de costes ayudan a comparar todos los costes, como la fabricación del molde, el pago a los trabajadores y el acabado de la pieza.
- Algunos sistemas mezclan números e ideas de expertos para ayudar a tomar la decisión final.
- Los nuevos métodos utilizan tanto la puntuación como la lógica difusa para clasificar los métodos de fundición antiguos y nuevos.
Ejemplos reales
- Una empresa de bombas fabricó una pieza grande y complicada en sólo cuatro semanas utilizando patrones impresos en 3D y fundición a la cera perdida. Así consiguieron la velocidad y la precisión que buscaban.
- Los ingenieros consiguieron piezas más lisas al pasar a la fundición rápida con patrones impresos en 3D. Ahorraron tiempo y no necesitaron nuevos moldes.
- Un equipo solucionó fugas en piezas de bombas mediante simulaciones por ordenador. Descubrieron el problema rápidamente y mejoraron las piezas.
- Una empresa puso muchas piezas en una sola fundición. Así la pieza era más resistente y se ahorraba dinero.
Nota: Muchos proyectos recurren al asesoramiento de expertos, herramientas informáticas y pruebas reales para elegir el mejor proceso de fundición.
Pasos para decidir
- Anote lo más importante para su proyecto, como la forma, el tamaño, el número de piezas y el acabado.
- Consulte la tabla anterior para ver qué método de fundición se ajusta a sus necesidades.
- Utiliza herramientas de decisión o pregunta a un experto si tu proyecto es complicado.
- Consulte estudios de casos o proyectos antiguos que sean como el suyo.
- Elija el proceso que mejor se adapte a sus objetivos.
Recuerde: El mejor proceso depende de lo que usted necesite. Tómate tu tiempo para comparar opciones y pregunta a expertos si no estás seguro.
Fundición a la cera perdida es buena para piezas con formas complicadas y muchos detalles. También funciona con muchos materiales diferentes. La fundición a presión es mejor cuando hay que fabricar muchas piezas rápidamente y deben ser muy exactas. Puede consultar la tabla de decisiones para elegir lo que necesita. Los expertos dicen que es inteligente comprobar la calidad mediante rayos X y pruebas de resistencia de ambas formas. Si su pieza es especial o difícil de fabricar, un experto en fundición puede ayudarle a elegir la mejor manera y vigilar aspectos como la fabricación del molde y la rapidez de enfriamiento.
PREGUNTAS FRECUENTES
¿Cuál es la principal diferencia entre la fundición a la cera perdida y la fundición a presión?
Fundición a la cera perdida utiliza moldes de cera y cerámica para fabricar piezas detalladas. La fundición a presión utiliza moldes metálicos y una fuerte presión para fabricar muchas piezas rápidamente. Cada método es adecuado para un trabajo diferente.
¿Qué método de fundición funciona mejor para pequeñas series?
La fundición a la cera perdida es adecuada para lotes pequeños o medianos. No necesita herramientas costosas. Las empresas pueden cambiar el diseño si es necesario. La fundición a presión es mejor para fabricar muchas piezas a la vez.
¿Pueden ambos métodos utilizar los mismos metales?
No, no pueden. La fundición a la cera perdida funciona con muchos metales, como el acero y el titanio. La fundición a presión utiliza sobre todo aluminio, zinc o magnesio. El metal elegido depende del proceso.
¿Cómo se comparan las tolerancias entre los dos métodos?
La fundición a presión fabrica piezas con tolerancias más estrechas, de hasta ±0,05 mm. La fundición a la cera perdida también es precisa, pero suele rondar los ±0,25 mm.
¿Qué proceso proporciona un acabado superficial más liso?
Ambas formas producen piezas lisas. La fundición a la cera perdida suele mostrar más detalles diminutos y una textura más fina. La fundición a presión también produce piezas lisas, sobre todo cuando se fabrican muchas a la vez.